Electrolysis causes electrical current to flow in one direction. This
creates a magnetic field. The 316L stainless steel we use has
very very little magnetism in it; so little, it is labeled non-magnetic
because it is hard to detect, unless you have a strong permanent magnet.
The stainless steel plates or tubes all have a north and south magnetic
pole; even though they are weak. If They are cut from the same sheet of
metal or tube, each plate cut out so that the poles on each piece align
magnetically in the same direction, then when the cell is assembled, all
North's should be on the same end and all south should be on the same end
- and the pieces fit right. Look at the sheet of steel as one big magnet,
because it is one big magnet. Now you are going to cut it into many
smaller magnets. The molecules of the steel are aligned North and South.
Now think about the plates in your cell. If they are aligned the same,
then the magnetic field, caused by electron flow, will have little trouble
aligning with the magnetic field of the cell plates. They will not fight
each other. It will not take long for the plates to absorb the magnetism
of the electron flow. After electrolysis, the non-magnetic stainless steel
becomes magnetic. Plate alignment no longer matters; the poles are the
same now.
Does it matter if your plates are not aligned magnetically?Not
really. It will affect hho production, in the beginning, some what; but
the plates will stop fighting each other and align to the more powerful
field. That is all Bob Boyce is doing when he wraps wire around his plates
and induces electron flow. He is aligning the fields of each plate to be
the same. That is important for Bob's big huge 101 plate Dry cells,
because there is so much surface area. He spends hours doing this. That is
not necessary if you cut your pieces right. It is also not necessary if
you just have a few plates, and a small amount of surface area on them;
which is what you have. The purpose of aligning the plates magnetically is
to get optimum hho output - right out of the gate - when you first fire it
up. So don't worry about this step. It is not critical.
Does sanding, cross-hatching, the plates help HHO production?It
is debatable, in the beginning. It helps get more production right out of
the gate; by creating more surface area on the plates. You have peaks and
valleys, high spots and low spots; but those surfaces get bombarded by
electrons on the positive surfaces and those peaks get warn down; as if
they have been sandblasted. I do not buy that theory. I prefer to believe
that the rugged surface area makes it harder for the gas bubbles to cling
to; thus there appears to be more hho production. We are splitting hairs,
so to speak. One bubble forms and grows strong enough to pull away from
the surface. That bubble bumps into another bubble and knocks it loose.
Now you have an on going chain reaction. To me, that is what is happening.
With the PEC cell, we got the same hho production out of plates; scratched
or not scratched. You can skip this step and save the hard finish that was
put on the steel -- for a reason. Your plates will last longer.
Cleaning the plates
Your stainless steel sheets and or rolls, all have a coat of oil on them.
That needs to be cleaned off. Get it off of the top, the bottom and all of
the sides. All of the oil. Vinegar gets most of it. Acetone will get the
rest of it. Don't just soak it, wipe it off with a clean rag or paper
towel. Electrolysis takes place on the surface of the plates. That means
the water must touch the stainless steel, not oil on the stainless steel.
Clean off the oil. including finger prints. The critical Assembly of the
plates should be done while wearing rubber gloves.
Water
If you want the plates to stay clean, never use tap water; always use
distilled water. Tap water has impurities that will build up on the plate
surfaces. Everything - that is in the water - or the electrolyte for that
matter - will be on the plate surfaces. And don't forget to clean any oil
off of the inside of your container and lid. Oil is used to lubricate
injection mold parts. Now - that - is ideal. You, and your customers, can
do what you want, think what you want, but if you want clean plates - to
stay clean, if you want the cell to not rust, then use distilled water. If
your customers use something else, that is not your fault. You warned
them. It is up to them to reasonably listen and follow through. Put that
in writing.
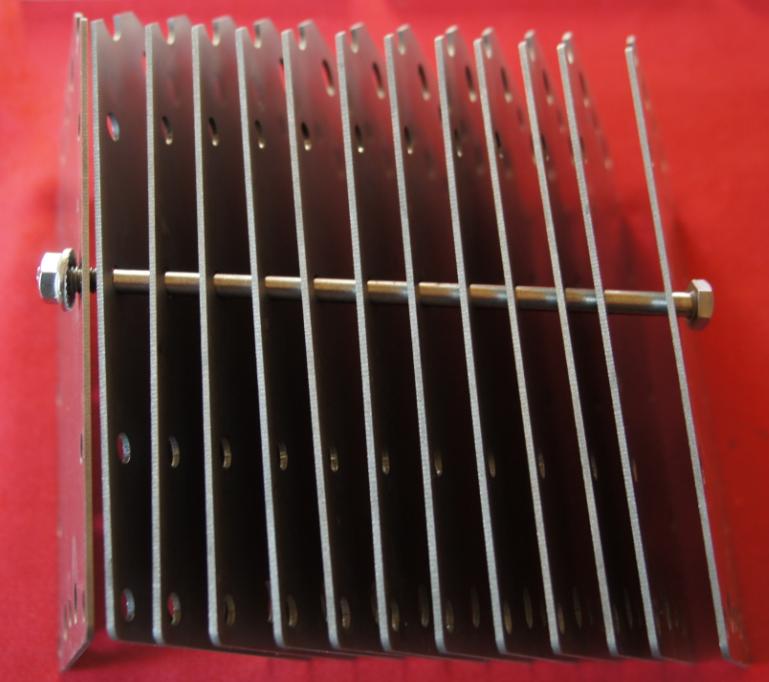
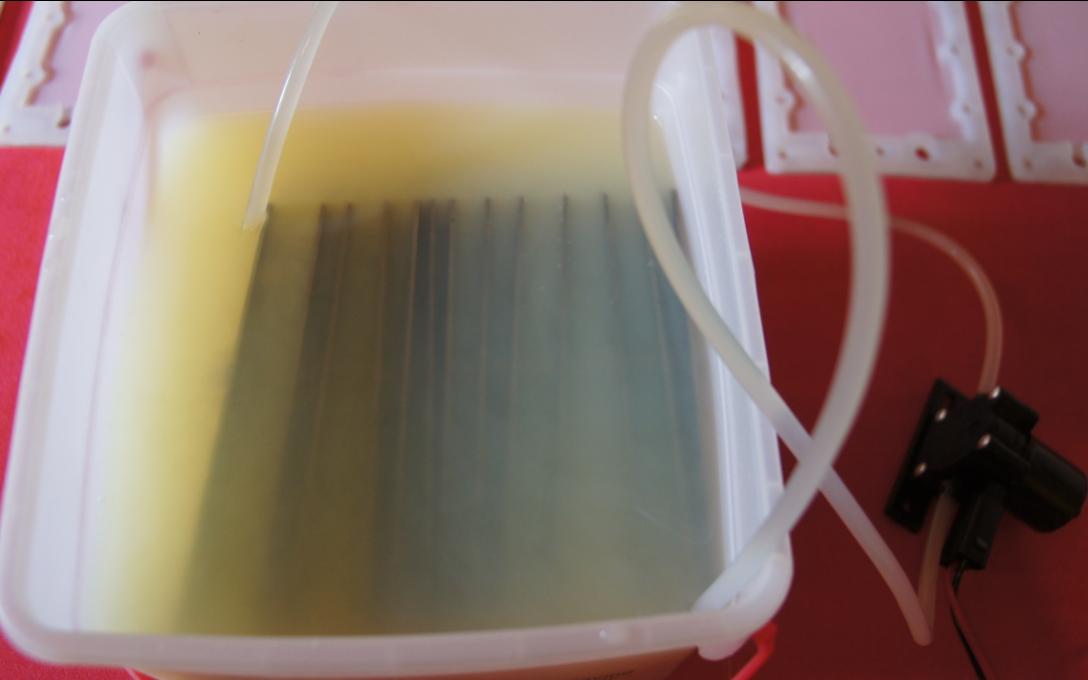
Passivation:
Mix 6% to 7% concentration (by weight) of Citric Acid Powder with
each
Liter of water and pump it through the cell for at least 30 minutes, or
longer. A heated solution works best and takes less time. 122 to 158 degrees F, 50 to 70 C.
Hot tap water from your hot water heater. Let circulate for 10 minutes, then rinse out.
Wash out with distilled water, then rinse out with more distilled
water.
Blow air through the cell to dry it out.
Blow oxygen inside the cell if available, or leave it to dry over
night.
After the passivation process has been completed, you can start
conditioning using low current and a 5% KOH distilled water
concentration.
Operate the cell at low amperage, no more than 4 amps, for at least
2 hours; several days for best results
Wash out after conditioning, with distilled water, and flush again.
Mix your electrolyte solution as needed; do not use more than 28% by
weight. Amperage decreases if you use more than 28%
Maintenance starts by using good materials
and good water. If all of the metals that touch the water are 316L
stainless steel, maintenance will be low. 316L resists corrosion for a
long time. As long as you keep minerals out of the water, there will not
be any deposits built-up on the plates. Thus, no reason to disassemble
the cell. The best indicator to watch for contaminants would be the
Water color. If it starts getting tinted brown, orange, corrosion is
taking place. The best way to remove corrosion is to reverse the
voltage. By that, I mean reverse the polarity of the plates. Make the
positive plates negative and the negative plates positive. You see, it
is the negative plates that get corroded. Electron bombardment happens
on the positive plates. So reverse the polarity and the old negative
plates will get bombarded by the electron flow. That will clean them
off. But there is a negative aspect to doing this.
Your plates have conditioned themselves
magnetically; which means they have all aligned the same, magnetically.
Their magnetic fields north and south poles are the same as the magnetic
field caused by the electron flow; your amperage. So when you reverse
the polarity of the plates, the two magnetic fields are going to oppose
each other. It will take a few days of operation before they realign. So
during that time, you will not get as good HHO production.
If you want to clean the inside of the cell,
and not take it apart, use Citric Acid. Replace your electrolyte water
mix with a Citric Acid mix. You will need about 7% Citric Acid (by
weight). That is 7 ounces of citric acid to 100 ounces of distilled
water. It will conduct electron flow, but not so much as your KOH. It
helps to circulate the water with a pump. Citric Acid is used to
Passivate the plates. Part of the process is the magnetic alignment
mentioned above. The other part is allowing the plates to oxidize. That
puts a protective coating on them that resists corrosion. If you want to
do this, you will have to drain the cell once you have the plates clean.
Then pump or blow Air through the cell for at least 12 hours. Oxygen in
the Air does the work for you.
Something else that will help keep your
plates clean, is often overlooked. Operating the Cell when it is HOT
(using too much amperage). That destroys the surface of the metal. That
is why it is important to know how many amps your plates can distribute
without excess heat buildup. Michael Faraday tells us it is about 0.54
amps per square inch of Active Plate Surface Area (the area that the
water touches). It is normal for the positive plate surface to have a
golden color.

 Soak the Cleaned Plates in Citric Acid for 30 minutes
Soak the Cleaned Plates in Citric Acid for 30 minutes